,fit=pad/contentassets/8c25a81873f3447490ffdc9d9b53f5f5/kito_black.png)
,fit=pad/globalassets/logos/stahl/new-by-cmco/stahl_color-10.11.svg)
,fit=pad/globalassets/logos/yale/new/yale-10.11.svg)
,fit=pad/contentassets/1f4eac3541654db5a396d6c67f7ce0fb/crosby_red_rgb.png)
,fit=pad/globalassets/logos/magnetek/new/magnetek_wide_color-10.11.svg)
,fit=pad/globalassets/logos/dorner/new/dorner_color-10.11.svg)
,fit=pad/globalassets/logos/pfaff/pfaff_color_cmyk_new.png)
,fit=pad/globalassets/logos/duff-norton/new/duff-norton_color-10.11.svg)
,fit=pad/globalassets/logos/garvey/new/garvey_color-10.11.svg)
,fit=pad/globalassets/logos/cm/new/cm_color-10.11.svg)
,fit=pad/globalassets/logos/shaw-box/new/shaw-box_color-10.11.svg)
,fit=pad/globalassets/logos/unified/new/unified_color-10.11.svg)
,fit=pad/globalassets/logos/little-mule/new/little_mule_color-10.11.svg)
,fit=pad/globalassets/logos/steerman/new/steerman_color-10.11.svg)
,fit=pad/globalassets/logos/dixie/new/dixie_industries_color-10.11.svg)
,fit=pad/globalassets/logos/camlok/new/camlok-10.11.svg)
 North America - EN
North America - EN
,fit=pad/contentassets/8c25a81873f3447490ffdc9d9b53f5f5/kito_black.png)
,fit=pad/globalassets/logos/stahl/new-by-cmco/stahl_color-10.11.svg)
,fit=pad/globalassets/logos/yale/new/yale-10.11.svg)
,fit=pad/contentassets/1f4eac3541654db5a396d6c67f7ce0fb/crosby_red_rgb.png)
,fit=pad/globalassets/logos/magnetek/new/magnetek_wide_color-10.11.svg)
,fit=pad/globalassets/logos/dorner/new/dorner_color-10.11.svg)
,fit=pad/globalassets/logos/pfaff/pfaff_color_cmyk_new.png)
,fit=pad/globalassets/logos/duff-norton/new/duff-norton_color-10.11.svg)
,fit=pad/globalassets/logos/garvey/new/garvey_color-10.11.svg)
,fit=pad/globalassets/logos/cm/new/cm_color-10.11.svg)
,fit=pad/globalassets/logos/shaw-box/new/shaw-box_color-10.11.svg)
,fit=pad/globalassets/logos/unified/new/unified_color-10.11.svg)
,fit=pad/globalassets/logos/little-mule/new/little_mule_color-10.11.svg)
,fit=pad/globalassets/logos/steerman/new/steerman_color-10.11.svg)
,fit=pad/globalassets/logos/dixie/new/dixie_industries_color-10.11.svg)
,fit=pad/globalassets/logos/camlok/new/camlok-10.11.svg)

Your Partner for Conveyance Solutions
Modular conveyor solutions for maximum efficiency – scalable, intelligent, reliable.
,fit=cover/globalassets/conveyance/smartflex-tote-application.png)
At Columbus McKinnon, we combine the advanced capabilities of montratec, Dorner, and Garvey into a unified conveyance ecosystem—engineered to your exact operational requirements.
Whether you're launching a new automation initiative or scaling an existing line, our intelligent motion technologies and extensive conveyor portfolio empower you to streamline processes, increase throughput, and adapt faster to market changes.
As your single-source partner, we offer the industry’s most comprehensive lineup of modular, interoperable systems. Designed for precision, speed, and long-term scalability, our solutions minimize downtime, optimize flow, and help you stay agile in an increasingly competitive landscape.
Contact Our Team of Conveyor Experts
Conveyance Solutions
Featured Brands
,fit=cover/contentassets/b935b21e3aaa456690f4e5a2743c4325/brand-intro_montratec.png)
With the innovative montrac® shuttle system, montratec is leading the way in asynchronous conveyance solutions for the automotive, pharmaceutical, and electronics industries. The highly modular and customizable monorail conveyor offers versatility in layout and functionality to meet the unique needs of any operation.
montratec is leading the way in:
- Designing scalable monorail-based shuttle systems for connected production lines
- Creating complex, automated material flows for advanced manufacturing environments
- Delivering high flexibility and efficiency through smart, individually controlled shuttles
,fit=cover/contentassets/b935b21e3aaa456690f4e5a2743c4325/brand-intro_dorner.png)
Since pioneering the low-profile conveyor, Dorner has become an industry leader in built-to-order conveyor systems. Specializing in precision conveyance solutions for industrial automation, food processing, and robotics integration, Dorner's versatile line of conveyor systems offers accurate product transportation and seamless integration into almost any production line.
Dorner leads the industry in:
- Designing modular and reliable conveyor systems for a wide range of industries.
- Facilitating seamless integration into automated workflows with precise, flexible designs.
- Offering the largest portfolio of precision conveyors, from low-profile belt conveyors to sophisticated pallet systems.
,fit=cover/contentassets/b935b21e3aaa456690f4e5a2743c4325/brand-intro_garvey.png)
Garvey's industry-leading accumulation systems have been instrumental in helping companies worldwide improve their line efficiency and production rates. These custom accumulation solutions are designed to maximize throughput while reducing downtime and product waste, making them a reliable and effective choice for global companies.
Garvey stands out by:
- Offering unique, pressureless accumulation systems that decouple and stabilize production lines.
- Enabling a smooth product flow, reducing waste, and increasing line uptime.
- Remaining focused on maximizing throughput and optimizing efficiency.
Industrial Conveyors
Industrial conveyor belts are utilized in a range of industries, including the automotive, food processing, packaging, metalworking, and pharmaceutical industries. The simple yet robust design features a fabric or modular plastic belt and a low-profile aluminum frame. One of the key benefits of these conveyor types is their ability to operate continuously, making them ideal for high-volume operations handling large quantities of goods. Additionally, they offer a smooth and consistent transport surface, which minimizes the risk of damage to goods and ensures safe and efficient movement from one location to another.

Flexible Chain Conveyors
Flexible chain conveyors are used in various industries to transport products and materials along a production line. They are designed to efficiently handle a wide range of products, from small parts to packaged foods and totes. Flexible chain conveyors are highly versatile due to their ability to bend and flex, allowing them to navigate obstacles and fit into tight spaces while maintaining high accuracy and control. They can be configured with numerous chain types and customized with additional accessories and modules to fit the needs of almost any production line. They can also handle products with varying shapes and sizes, making them a versatile choice for manufacturers in various industries.

Sanitary Stainless Steel Conveyors
Sanitary stainless-steel conveyors are utilized in industries that require high levels of cleanliness, such as the food and beverage, pharmaceutical, and personal care product sectors. These conveyors are made of stainless steel and are designed with minimal ledges and flat surfaces, making them easy to clean and sanitize.

Pallet System Conveyors
Pallet systems conveyors are commonly used in manufacturing, automated assembly, and warehousing applications for transporting products on pallets. These conveyors are designed to handle various product sizes from large appliances to small electrical components. Mounting products on pallets for manual or automated assembly ensures they are positioned correctly throughout the manufacturing line to better interface with robots and human operators.

Shuttle Systems
Shuttle conveyors are designed for flexible, bidirectional movement of materials between multiple production lines or processes. They enable precise loading and unloading by moving horizontally along a defined track, optimizing material flow, reducing manual handling, and maximizing operational efficiency.

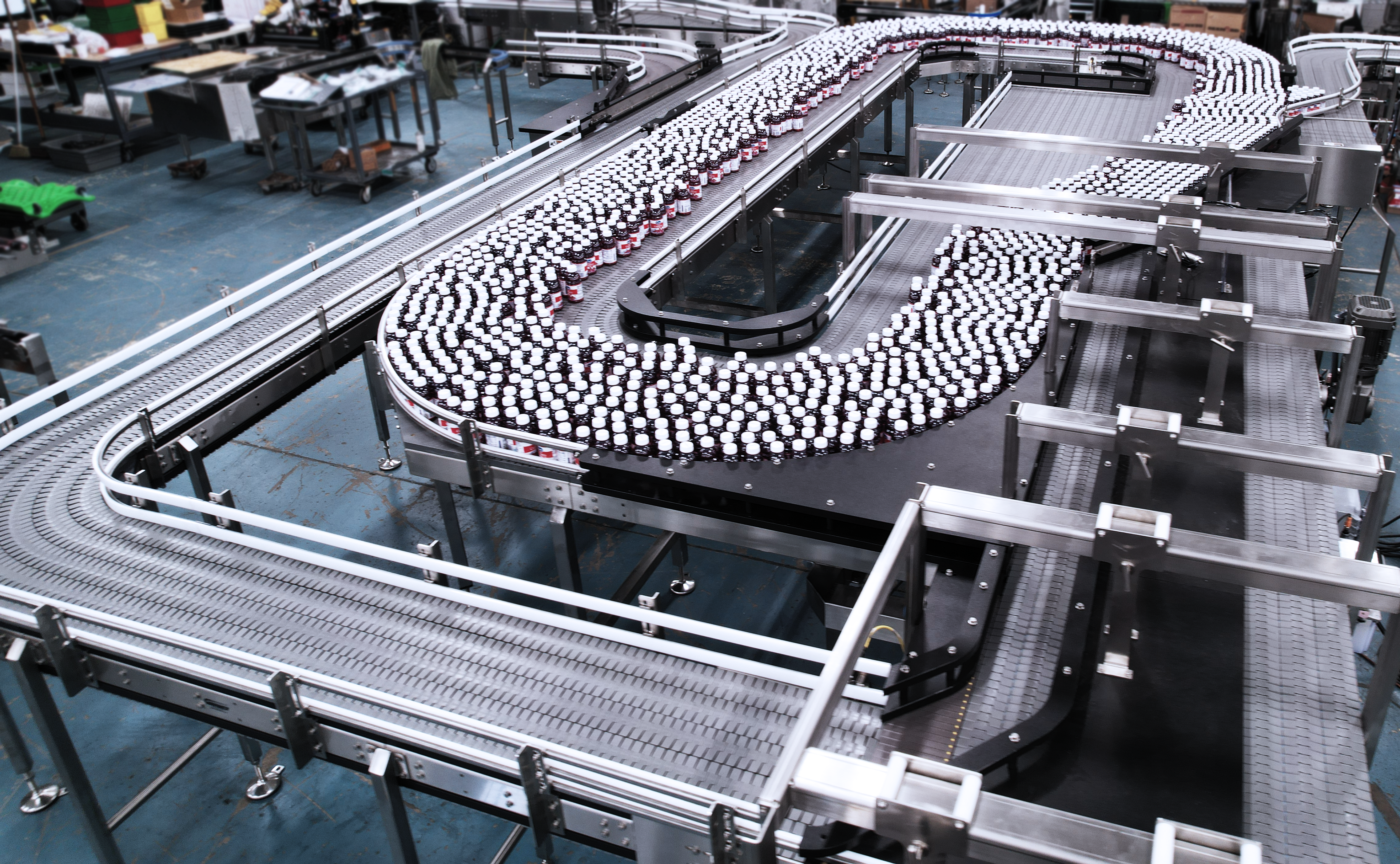
Accumulation Conveyors
Accumulation conveyors are essential in many production and manufacturing facilities, allowing for buffering and accumulating products between different stages of the production process. Accumulators are available in a range of sizes, from small accumulation tables for product orientation and flow control to expansive conveyor loops for large-scale accumulation and buffering.


Explore Smart Conveyance Solutions
Every Columbus McKinnon product is engineered to help our customers work smarter, while improving the safety, uptime, and productivity of their operations. Our innovative, intelligent solutions combine equipment used to lift and move materials with industry-leading control and automation technology.
Conveyors for Every Industry
,fit=cover/globalassets/industries/conveyance/automotive/2100_metal.jpg)
The automotive industry relies heavily on conveyance solutions to efficiently move materials and products through their manufacturing processes. Conveyors move components, parts, and finished products throughout the production line, from assembly to painting to final inspection. They can handle heavy loads and move materials at high speeds, making them ideal for mass production. These systems are customized to meet the specific needs of the automotive sector, from handling delicate components to managing complex assembly lines.
,fit=cover/globalassets/industries/conveyance/food-processing/ready-to-eat-food-conveyor.jpg)
The food industry relies heavily on conveyance solutions to ensure safe, hygienic, and efficient production processes. Conveyors are used to move raw materials, ingredients, and finished products throughout the production line, from mixing and processing to packaging and storage. They are designed to handle food-grade materials and meet strict hygienic standards, ensuring the products remain free from contamination. These systems are customized to meet the industry’s specific needs, including managing delicate and fragile products, handling high-speed operations, and complying with food safety regulations for different food products from packaged baked goods to raw meat and dairy.
,fit=cover/globalassets/industries/conveyance/pharmaceutical/vial-tray-loading.png)
The pharmaceutical industry relies heavily on conveyance solutions to ensure the safe and efficient production of medicines and medical supplies. These conveyors are designed to meet stringent hygienic and safety standards, ensuring the products remain free from contamination and are handled in a controlled environment. These systems can handle delicate and fragile products, integrate with other pharmaceutical equipment, and comply with industry regulations, ensuring that the products are of the highest quality.
,fit=cover/contentassets/9cbdb838b94743bc8e6afc65b3209fe9/fairytale-brownies-convyor-system.jpeg)
CASE STUDY
Innovative Packaging Solution for Fairytale Brownies
Dorner recently created a custom solution for a small business looking to automate their brownie packaging line. This integrated system transports product from the wrapper to the case packer while helping to improve production throughput and product quality.
Explore Our Intelligent Motion Solutions
Every CMCO product is engineered to help our customers work smarter, while improving the safety, uptime, and productivity of their operations. Our innovative, intelligent solutions combine equipment used to lift and move materials with industry-leading control and automation technology.